
Quando si sceglie a saldatura laser fonte di luce, vari fattori come il materiale di saldatura, geometria articolare, velocità, e altri devono essere presi in considerazione.
Nel settore manifatturiero, la corretta selezione di una sorgente laser è una sfida pratica che i produttori devono affrontare a causa dell’uso diffuso della saldatura laser.
Attualmente, le sorgenti laser disponibili sul mercato includono la fibra ottica, pulsato Nd: YAG, diodo, disco, e sorgenti laser CO2. (Nota: Il CW Nd: La sorgente laser YAG è stata in gran parte sostituita da laser a fibra ottica e a disco, e quindi non viene discusso in questo articolo).
La scelta di una sorgente laser deve considerare diversi fattori, compreso il materiale di saldatura, geometria articolare, velocità di saldatura, tolleranza geometrica, requisiti di integrazione del sistema, e naturalmente, limiti di spesa.
Ogni sorgente laser ha caratteristiche uniche in grado di soddisfare diverse esigenze di saldatura. In alcuni casi, possono anche essere sostituiti.
4 Tipi di laser
Laser CO2
Il laser CO2, che funziona a una lunghezza d'onda di 10604 nm e ha un intervallo di potenza di 1 a 20kW, è una tecnologia laser altamente sviluppata. È stata la sorgente laser primaria per l'elaborazione ad alta potenza sin dagli anni '80.
Rispetto ai laser a stato solido, La CO2 offre un'efficienza di conversione più elevata ed è capace di oscillazione continua ad alta potenza (CW, o onda continua). La sorgente di eccitazione è una sorgente del tipo a scarica con lunghezze d'onda di 10.6 μm e 9.4 µm. Lunghezze d'onda di 10.6 μm vengono utilizzati per la saldatura. La saldatura laser a gas viene utilizzata in un'ampia gamma di campi grazie alla capacità di saldare non solo il metallo ma anche la resina.
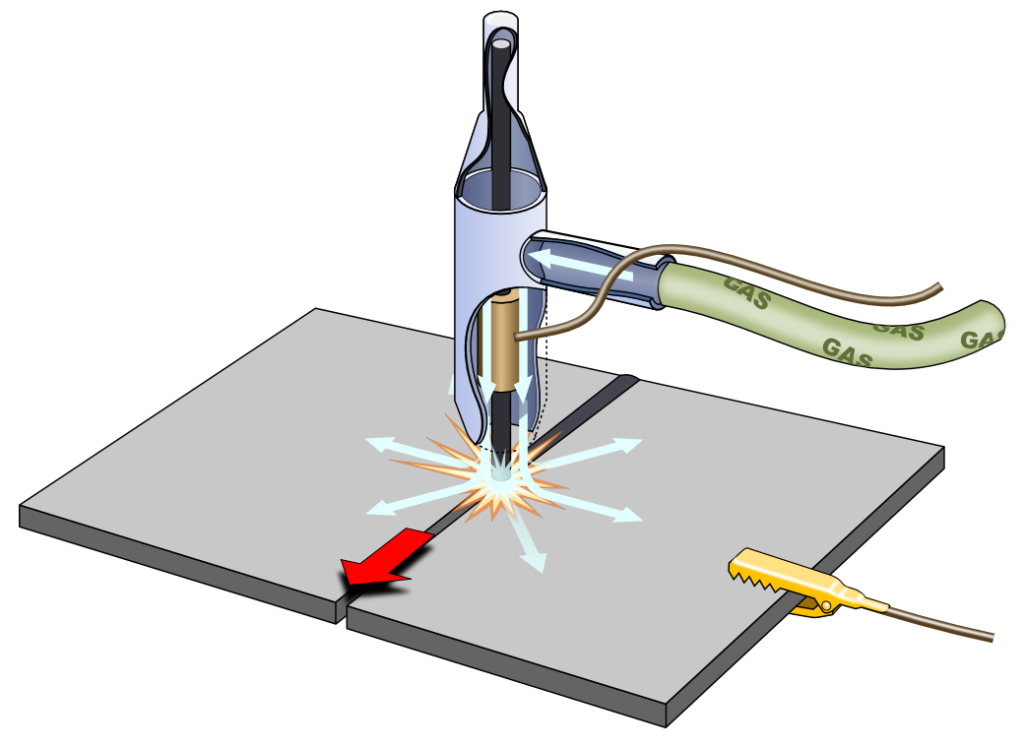
Saldatura laser CO2 (saldatura laser ad anidride carbonica)

A Riflettore completo B Elettrodo C Gas laser D Riflettore parziale E Raggio laser F Specchio metallico G Lente H Pezzo da lavorare
Laser a fibra
Questo efficiente laser pompato a diodi utilizza una fibra a base di silicio dal diametro ridotto.
La sorgente laser è alloggiata all'interno della fibra ottica, eliminando la necessità di ulteriori correzioni. Con la fibra ottica dal diametro ridotto mappata sulla lente di messa a fuoco, la dimensione minima della messa a fuoco può raggiungere 10 micron.
Il laser compatto è disponibile in due configurazioni: Basso saldatura di potenza (meno di 300W) e multimodale per saldature ad alta potenza.
I laser a fibra sono una classe di laser a stato solido in cui il mezzo di guadagno è una fibra ottica. I laser a fibra sono stati una tecnologia chiave nel settore dei laser a stato solido, fin dalla prima proposta di utilizzo di una fibra ottica come selettore di modalità per i laser [1]. Un esempio di configurazioni base del laser a fibra è mostrato in Figura 1.
Schema del laser a fibra

Figura 1: Schema del laser a fibra
Le emissioni stimolate dalla fibra di guadagno amplificano coerentemente il segnale mentre il segnale rimbalza ripetutamente tra i due riflettori del segnale. Il riflettore su un'estremità della cavità è un riflettore alto (idealmente 100% riflettività alla lunghezza d'onda del segnale) al fine di massimizzare il feedback del segnale alla cavità. Il riflettore sull'altra estremità della cavità è un riflettore parziale (chiamato anche accoppiatore di uscita) per estrarre il segnale dalla cavità, oltre a fornire il feedback del segnale alla cavità.
L'uscita di un laser a fibra può essere sia ad onda continua (CW) o pulsato. I laser a fibra pulsata vengono creati modulando la perdita della cavità laser, e l'ampiezza dell'impulso è determinata dal profilo temporale della modulazione della perdita e dalla dispersione cromatica della cavità.
Laser a diodi
Il miglioramento della potenza dei dispositivi laser a diodi a superficie singola, l’avvento della nuova tecnologia dei canali di raffreddamento, e il progresso della tecnologia dei microelementi ottici in grado di focalizzare il raggio in fibre ottiche con un diametro inferiore a 1000 i micron hanno portato all’aumento dei laser a diodi come fonti di saldatura.
Un diodo laser rientra nella categoria dell'optoelettronica, che è un ramo dell'elettronica che si occupa di dispositivi di emissione e rilevamento della luce. Un diodo laser è uno speciale LED o IRED con una giunzione PN relativamente grande e piatta.
Come funziona un diodo laser

I diodi laser sono diodi emettitori di luce con due "specchi" sulla superficie del diodo per creare una cavità laser.
progettazione di diodi laser
La giunzione pn del diodo funziona come la cavità risonante del laser. La polarizzazione diretta inietta cariche nella giunzione, provocando l’emissione spontanea di fotoni.
Quando il diodo è polarizzato direttamente, le cariche vengono iniettate nell'area attiva della giunzione, mentre elettroni e lacune si ricombinano nella giunzione, creando emissione spontanea di fotoni.
Quando questo processo supera un livello di soglia, la corrente che passa attraverso il diodo lo fa laserare, creando a sua volta un "laser".
Un laser include un fotodiodo per rilevare l'intensità della luce che emerge attraverso l'estremità posteriore lucida del diodo laser. L'elettronica esterna è necessaria per controllare l'intensità del laser, utilizzando il feedback del fotodiodo.
Laser a disco
Il disco sottile di cristallo piatto YD YAG al centro del laser CW, noto come laser a disco, è progettato per eliminare i problemi inerenti al laser a barra. Un disco con uno spessore di 0.01 pollici viene utilizzato e mantenuto fresco da un dispositivo di raffreddamento di supporto. Questo design consente al laser di raggiungere una potenza di 10 kW mantenendo un'eccellente qualità del fascio.
Pulsato Nd: Laser YAG
Questo laser impiega un singolo Nd:Barra laser YAG per generare elevata potenza di picco e bassa potenza media per la saldatura tramite eccitazione della lampada flash. Ad esempio, un laser di potenza media di 35 W può produrre una potenza di picco di 6 kW. La combinazione di elevata potenza di picco e larghezza di impulso ridotta non solo garantisce la qualità della saldatura del materiale, ma offre anche un controllo efficace sull'energia immessa.
Selezionare il laser in base alla dimensione di penetrazione
La scelta del laser può essere classificata in tre gruppi in base alla penetrazione: meno di 0.01 pollici, fra 0.01 A 0.03 pollici, e più di 0.03 pollici.
Generalmente, è possibile utilizzare più sorgenti laser per completare la saldatura, Tuttavia, per ragioni di performance e di budget, è possibile scegliere solo una o due sorgenti luminose.
La decisione finale può essere influenzata anche da diversi altri fattori, come la qualità del campione, considerazioni geografiche, assistenza post-vendita, preferenze degli integratori di sistema, e popolarità.
Penetrazione della saldatura inferiore a 0,01 pollici
Il Pulsato Nd: Il laser YAG è il laser più comunemente utilizzato, seguito dallaser a fibra. In termini di assemblaggio dei componenti, forma articolare, Materiale, e rivestimento, l'interoProcesso di saldatura deve essere controllato con precisione, realizzando il Pulsed Nd: Laser YAG la scelta migliore.
Con la sua elevata potenza di picco, il Pulsato Nd: Il laser YAG può produrre un raggio di saldatura con una dimensione dello spot maggiore di 1000 micron, fornendo grande flessibilità nella scelta della dimensione del punto e massimizzando la finestra del processo di saldatura, garantendo al tempo stesso le tolleranze necessarie nell'ambiente di produzione.
ILlaser a fibra è l'unico laser ad onda continua in questa categoria, e può produrre una dimensione dello spot dopo la messa a fuoco del raggio inferiore a 25 micron, fornendo l'elevata densità di potenza richiesta per la saldatura. Tuttavia, mantenere la competitività dei costi nel campo della microlavorazione, la potenza dei laser a fibra è generalmente limitata a 200 W, che ne limita la dimensione massima dello spot e la densità di potenza.
La dimensione del giunto saldato in genere non supera 75 micron, che è uno dei maggiori limiti dei laser a fibra. Nella produzione vera e propria, spesso è difficile garantire un intervallo di errore di ± 15 mm durante la regolazione di giunti o componenti in base alla tolleranza di adattamento e alla tolleranza di sovrapposizione.
I laser a fibra vengono utilizzati principalmente nella saldatura a sovrapposizione di materiali sottili con elevati requisiti di saldatura dei giunti per garantire stabilità. Il laser a fibra utilizza una lente con lunghezza focale di 150 mm in grado di produrre punti luminosi con un diametro inferiore a 25 micron, fornendo ampio spazio di elaborazione. Con saldatura a giro, il laser a fibra può produrre una saldatura con una profondità di penetrazione di 0.01 dentro o più ad alta velocità, con una profondità di penetrazione di 0,004 pollici ottenibile da un laser a fibra monomodale da 200 W a velocità fino a 50 nel/i.
D'altra parte, il Pulsato Nd: Il laser YAG può soddisfare quasi tutte le applicazioni ad eccezione della saldatura di lamine sottili. La sua grande dimensione dello spot, larghezza di impulso, e l'intervallo di potenza di picco consentono la regolazione e l'ottimizzazione per soddisfare vari requisiti di saldatura.
0.01 ~0,03 pollici (0.254-0.762mm) penetrazione della saldatura
La classificazione applicativa del Nd. pulsato: Il laser YAG e il laser a fibra sono ancora applicabili, ma la portata è limitata. Il Pulsato Nd: Il laser YAG viene utilizzato principalmente per la saldatura a punti, mentre i laser a fibra con una potenza di circa 500W e un diametro dello spot di 0.01 μm può essere utilizzato nella saldatura di testa e nella saldatura d'angolo con bassa tolleranza. Il rapporto costo-prestazioni del Pulsed Nd: Il laser YAG è relativamente alto.
I laser con livelli di potenza di 500 W e 25 W producono diverse penetrazioni di saldatura a diverse velocità di saldatura. La potenza di picco garantisce prestazioni di penetrazione, mentre la potenza media determina la velocità di saldatura della saldatura continua.
I laser a diodi con potenza compresa tra 500W e 800W sono adatti per saldare componenti con ampie tolleranze, ma la velocità è generalmente inferiore a quella dei laser a fibra e a disco. Tuttavia, la loro ampia tolleranza può compensare questo inconveniente.
Penetrazione della saldatura superiore a 0,03 pollici (0.762mm)
Tutti i tipi di laser sono adatti per questa gamma. La profondità di penetrazione del Pulsed Nd: Il laser YAG è in giro 0.05 In (1.27 mm), mentre altri tipi di laser possono arrivare fino a 0.25 In (6.35 mm) e alcuni addirittura superano 0.5 In (12.5 mm).
Parlando in generale, le parti adatte per Pulsed Nd: YAGsaldatura laser in questo intervallo sono relativamente piccoli, come i sensori di pressione con saldatura continua.
L’industria automobilistica richiede un’ampia gamma di applicazioni di saldatura, e fibra ottica, CO2, disco, e possono essere utilizzati tutti i laser a diodi. In termini di velocità e penetrazione, l'industria automobilistica copre quasi tutte le applicazioni di saldatura.
Cerca l'equilibrio
Le differenze principali tra le sorgenti laser sono la qualità del raggio, luminosità, e lunghezza d'onda.
La qualità del raggio si riferisce alla capacità di focalizzazione del laser, e la luminosità si riferisce alla densità di potenza nel raggio focalizzato.
Ad esempio, il laser a CO2 e il laser a fibra hanno una qualità del raggio simile, quindi se gli altri parametri sono uguali, possono produrre punti luminosi con lo stesso diametro.
Tuttavia, la lunghezza d'onda della sorgente laser in fibra è un decimo di quella della sorgente luminosa a CO2, ciò significa che anche il diametro dello spot che può produrre è un decimo di quello della sorgente luminosa a CO2. La sorgente laser in fibra ha anche una migliore qualità e luminosità del raggio.
Insaldatura laser, la qualità e la luminosità del raggio influiscono direttamente sulla profondità e sulla velocità di penetrazione, ma non hanno un effetto diretto sulla stabilità e sulla tolleranza della saldatura.
Così, è importante trovare un equilibrio tra prestazioni di saldatura e qualità, e la larghezza della finestra del processo. Vale la pena notare che la qualità del raggio può essere ridotta per soddisfare esigenze specifiche, la scarsa qualità del raggio non può essere migliorata.
Con una penetrazione di 0,25 pollici, le velocità di saldatura dei laser sopra menzionati sono abbastanza simili. Le fibre e i dischi ottici sono più veloci della CO2, mentre i diodi sono più lenti.
La saldatura con laser ad alta potenza richiede in genere due turni, rendere il costo di acquisto del laser una considerazione nel processo di selezione. Mentre il laser CO2 è ampiamente utilizzato e familiare a molti utenti, il suo costo di saldatura singola è notevolmente superiore a quello della fibra, disco, e laser a diodi.
Rispetto alla saldatura al plasma e all'arco, saldatura laser presenta più vantaggi nelle applicazioni di saldatura che richiedono penetrazioni superiori a 0.25 pollici, poiché può ridurre notevolmente la deformazione termica. Questa riduzione aiuta a mantenere la forma geometrica della parte, eliminando la necessità di rimodellamento. Tuttavia, le parti corrispondenti possono causare problemi con questo spessore. Per superare questo, un flusso di processo di riempimento del filo o una combinazione disaldatura laser, saldatura al plasma, e può essere utilizzata la saldatura ad arco.
Conclusione
Sono disponibili vari tipi di sorgenti lasersaldatura laser, ognuno con le sue caratteristiche uniche e l'idoneità a requisiti specifici.
È fondamentale che gli utenti comprendano a fondo quale sorgente laser può soddisfare al meglio le loro esigenze di saldatura.
Per ottenere un sistema di saldatura, l'approccio ottimale è collaborare con il fornitore del sistema, che può determinare il laser più appropriato per te.
Puoi anche contattare variproduttori di laser e fornire loro campioni di saldatura per determinare la soluzione ottimale.
Quando si seleziona un laser, è importante tenere presente che la saldatura deve essere equilibrata in termini di penetrazione, velocità, stabilità, accogliere le parti di produzione e la tolleranza.