
Bei der Auswahl eines Laserschweißen Lichtquelle, verschiedene Faktoren wie zum Beispiel das Schweißmaterial, Gelenkgeometrie, Geschwindigkeit, und andere müssen berücksichtigt werden.
In der produzierenden Industrie, Die richtige Auswahl einer Laserquelle ist aufgrund der weiten Verbreitung des Laserschweißens eine praktische Herausforderung, der sich Hersteller stellen müssen.
Momentan, Zu den auf dem Markt verfügbaren Laserquellen gehören optische Fasern, gepulstes Nd: YAG, Diode, Rabatt, und CO2-Laserquellen. (Notiz: Das CW Nd: Die YAG-Laserquelle wurde weitgehend durch optische Faser- und Scheibenlaser ersetzt, und wird daher in diesem Artikel nicht besprochen).
Bei der Wahl einer Laserquelle müssen mehrere Faktoren berücksichtigt werden, einschließlich des Schweißmaterials, Gelenkgeometrie, Schweißgeschwindigkeit, geometrische Toleranz, Anforderungen an die Systemintegration, und natürlich, Budgetbeschränkungen.
Jede Laserquelle verfügt über einzigartige Eigenschaften, die unterschiedliche Schweißanforderungen erfüllen können. In manchen Fällen, sie können auch ersetzt werden.
4 Arten von Lasern
CO2-Laser
Der CO2-Laser, das bei einer Wellenlänge von 10604 nm arbeitet und einen Leistungsbereich von hat 1 bis 20 kW, ist eine hochentwickelte Lasertechnologie. Seit den 1980er Jahren ist es die primäre Laserquelle für die Hochleistungsbearbeitung.
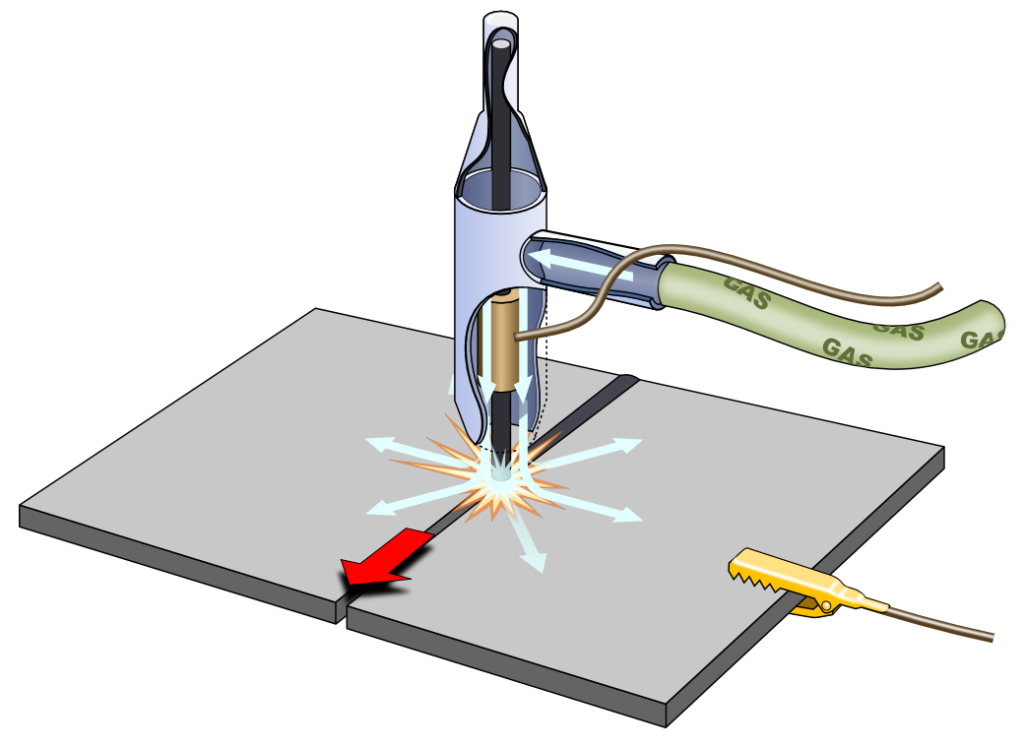
Im Vergleich zu Festkörperlasern, CO2 bietet eine höhere Umwandlungseffizienz und ist in der Lage, kontinuierliche Oszillationen mit hoher Leistung durchzuführen (CW, oder Dauerwelle). Die Anregungsquelle ist eine Entladungsquelle mit Wellenlängen von 10.6 μm und 9.4 μm. Wellenlängen von 10.6 μm werden zum Schweißen verwendet. Das Gaslaserschweißen wird in vielen Bereichen eingesetzt, da nicht nur Metall, sondern auch Harz geschweißt werden kann.
CO2-Laserschweißen (Kohlendioxid-Laserschweißen)

A Vollreflektor B Elektrode C Lasergas D Teilreflektor E Laserstrahl F Metallspiegel G Linse H Werkstück
Faserlaser
Dieser effiziente diodengepumpte Laser verwendet eine Faser auf Siliziumbasis mit kleinem Kerndurchmesser.
Die Laserquelle ist in der optischen Faser untergebracht, Dadurch entfällt die Notwendigkeit einer zusätzlichen Korrektur. Mit der optischen Faser mit kleinem Kerndurchmesser, die auf die Fokussierlinse abgebildet ist, die minimale Fokusgröße erreichen kann 10 Mikrometer.
Der kompakte Laser ist in zwei Konfigurationen erhältlich: niedrig Kraftschweißen (weniger als 300W) und Multimode für Hochleistungsschweißen.
Faserlaser sind eine Klasse von Festkörperlasern, bei denen das Verstärkungsmedium eine optische Faser ist. Faserlaser sind eine Schlüsseltechnologie im Bereich der Festkörperlaser, seit dem ersten Vorschlag, eine optische Faser als Modusselektor für Laser zu verwenden [1]. Ein Beispiel für grundlegende Faserlaserkonfigurationen ist in Abbildung dargestellt 1.
Schematische Darstellung eines Faserlasers

Figur 1: Schematische Darstellung eines Faserlasers
Stimulierte Emissionen aus der Verstärkungsfaser verstärken das Signal kohärent, während das Signal wiederholt zwischen den beiden Signalreflektoren zurückprallt. Der Reflektor an einem Ende des Hohlraums ist ein Hochreflektor (im Idealfall 100% Reflexionsvermögen bei der Signalwellenlänge) um die Signalrückkopplung zum Hohlraum zu maximieren. Der Reflektor am anderen Ende des Hohlraums ist ein Teilreflektor (auch Ausgangskoppler genannt) zum Extrahieren des Signals aus dem Hohlraum, sowie die Bereitstellung der Signalrückmeldung an den Hohlraum.
Die Ausgabe eines Faserlasers kann entweder eine kontinuierliche Welle sein (CW) oder gepulst. Gepulste Faserlaser werden durch Modulation des Verlusts der Laserkavität erzeugt, und die Pulsbreite wird durch das zeitliche Profil der Verlustmodulation und die chromatische Dispersion des Hohlraums bestimmt.
Diodenlaser
Die Verbesserung der Leistung von einflächigen Diodenlasergeräten, das Aufkommen einer neuen Kühlkanaltechnologie, und die Weiterentwicklung der mikrooptischen Elementtechnologie, die den Strahl in optische Fasern mit einem Durchmesser von weniger als 300 mm fokussieren kann 1000 Mikrometer haben zum Aufstieg von Diodenlasern als Schweißquellen geführt.
Eine Laserdiode fällt in die Kategorie der Optoelektronik, einem Zweig der Elektronik, der sich mit lichtemittierenden und lichtdetektierenden Geräten beschäftigt. Eine Laserdiode ist eine spezielle LED oder IRED mit einem relativ großen und flachen P-N-Übergang.
Wie eine Laserdiode funktioniert

Laserdioden sind Leuchtdioden mit zwei „Spiegeln“ auf der Oberfläche der Diode, um einen Laserhohlraum zu erzeugen.
Laserdioden-Design
Der pn-Übergang der Diode fungiert als Resonanzhohlraum des Lasers. Vorwärtsspannung injiziert Ladungen in den Übergang, was zu einer spontanen Emission von Photonen führt.
Wenn die Diode in Durchlassrichtung vorgespannt ist, Ladungen werden in den aktiven Bereich des Übergangs injiziert, während Elektronen und Löcher in der Verbindung rekombinieren, Erzeugen einer spontanen Emission von Photonen.
Wenn dieser Prozess einen Schwellenwert überschreitet, Strom, der durch die Diode fließt, bewirkt, dass sie lasert – was wiederum einen „Laser“ erzeugt..
Ein Laser enthält eine Fotodiode, um die Intensität des Lichts zu erfassen, das durch das polierte hintere Ende der Laserdiode austritt. Zur Steuerung der Intensität des Lasers ist eine externe Elektronik erforderlich, unter Verwendung der Rückmeldung der Fotodiode.
Scheibenlaser
Die flache dünne YD-YAG-Kristallscheibe im Zentrum des CW-Lasers, bekannt als Scheibenlaser, wurde entwickelt, um die inhärenten Probleme des Stablasers zu beseitigen. Eine Scheibe mit einer Dicke von 0.01 Zoll wird genutzt und durch ein unterstützendes Kühlgerät kühl gehalten. Durch dieses Design kann der Laser eine Leistung von erreichen 10 kW bei gleichzeitig hervorragender Strahlqualität.
Gepulster Nd: YAG-Laser
Dieser Laser verwendet ein einzelnes Nd:YAG-Laserstab zur Erzeugung einer hohen Spitzenleistung und einer niedrigen Durchschnittsleistung zum Schweißen durch Blitzlampenanregung. Zum Beispiel, Ein Laser mit einer Durchschnittsleistung von 35 W kann eine Spitzenleistung von 6 kW erzeugen. Die Kombination aus hoher Spitzenleistung und schmaler Pulsbreite sorgt nicht nur für die Qualität der Materialverschweißung, sondern bietet auch eine effektive Kontrolle über den Energieeintrag.
Wählen Sie den Laser entsprechend der Eindringtiefe aus
Die Wahl des Lasers kann basierend auf der Durchdringung in drei Gruppen eingeteilt werden: weniger als 0.01 Zoll, zwischen 0.01 Zu 0.03 Zoll, und mehr als 0.03 Zoll.
Allgemein, Zur Durchführung des Schweißvorgangs können mehrere Laserquellen verwendet werden, Jedoch, aus Leistungs- und Budgetgründen, Es können nur eine oder zwei Lichtquellen gewählt werden.
Die endgültige Entscheidung kann auch von verschiedenen anderen Faktoren beeinflusst werden, wie zum Beispiel die Qualität der Probe, geografische Überlegungen, Kundendienst, Präferenzen von Systemintegratoren, und Popularität.
Schweißdurchdringung weniger als 0,01 Zoll
Der gepulste Nd: Der YAG-Laser ist der am häufigsten verwendete Laser, gefolgt von derFaserlaser. Was die Montage der Komponenten angeht, Gelenkform, Material, und Beschichtung, das ganzeSchweißprozess müssen genau kontrolliert werden, Herstellung des gepulsten Nd: YAG-Laser die beste Wahl.
Mit seiner hohen Spitzenleistung, das gepulste Nd: Der YAG-Laser kann einen Schweißstrahl mit einer größeren Punktgröße erzeugen 1000 Mikrometer, Bietet große Flexibilität bei der Auswahl der Punktgröße und maximiert das Prozessfenster des Schweißens bei gleichzeitiger Gewährleistung der notwendigen Toleranzen in der Produktionsumgebung.
DerFaserlaser ist der einzige Dauerstrichlaser in dieser Kategorie, und es kann eine Punktgröße nach Strahlfokussierung von weniger als erzeugen 25 Mikrometer, Bereitstellung der zum Schweißen erforderlichen hohen Leistungsdichte. Jedoch, um die Kostenwettbewerbsfähigkeit im Bereich der Mikrobearbeitung aufrechtzuerhalten, Die Leistung von Faserlasern ist im Allgemeinen auf 200 W begrenzt, wodurch die maximale Spotgröße und Leistungsdichte eingeschränkt wird.
Die Größe der Lötstelle überschreitet typischerweise nicht die Größe 75 Mikrometer, Dies ist eine der größten Einschränkungen von Faserlasern. In tatsächlicher Produktion, Es ist oft schwierig, einen Fehlerbereich von ± 15 mm sicherzustellen, wenn Verbindungen oder Komponenten entsprechend der Passungstoleranz und der Überlagerungstoleranz angepasst werden.
Faserlaser werden hauptsächlich beim Überlappschweißen dünner Materialien mit hohen Anforderungen an die Schweißverbindungen zur Gewährleistung der Stabilität eingesetzt. Der Faserlaser verwendet eine Linse mit einer Brennweite von 150 mm, die Lichtpunkte mit einem Durchmesser von weniger als erzeugen kann 25 Mikrometer, Bietet ausreichend Platz für die Verarbeitung. Mit Überlappschweißung, Der Faserlaser kann eine Schweißnaht mit einer Eindringtiefe von erzeugen 0.01 in oder höher mit hoher Geschwindigkeit, mit einer Eindringtiefe von 0,004 Zoll, die mit einem 200-W-Singlemode-Faserlaser bei Geschwindigkeiten von bis zu erreicht werden kann 50 in/s.
Andererseits, das gepulste Nd: Der YAG-Laser eignet sich für fast alle Anwendungen außer dem Schweißen dünner Folien. Seine große Spotgröße, Impulsbreite, und Spitzenleistungsbereich ermöglichen eine Anpassung und Optimierung, um verschiedenen Schweißanforderungen gerecht zu werden.
0.01 ~0,03 Zoll (0.254-0.762mm) Schweißdurchdringung
Die Anwendungsklassifizierung von gepulstem Nd: YAG-Laser und Faserlaser sind weiterhin anwendbar, aber die Reichweite ist begrenzt. Der gepulste Nd: Der YAG-Laser wird hauptsächlich zum Punktschweißen verwendet, während Faserlaser mit einer Leistung von ca. 500 W und einem Punktdurchmesser von 0.01 μm kann beim Stumpf- und Kehlschweißen mit geringer Toleranz verwendet werden. Das Preis-Leistungs-Verhältnis des Pulsed Nd: YAG-Laser ist relativ hoch.
Laser mit Leistungen von 500 W und 25 W erzeugen unterschiedliche Schweißeindringungen bei unterschiedlichen Schweißgeschwindigkeiten. Die Spitzenleistung gewährleistet die Durchschlagsleistung, während die mittlere Leistung die Schweißgeschwindigkeit beim Nahtschweißen bestimmt.
Diodenlaser mit Leistungen zwischen 500 W und 800 W eignen sich zum Schweißen von Bauteilen mit großen Toleranzen, Die Geschwindigkeit ist jedoch im Allgemeinen geringer als die von Faser- und Scheibenlasern. Jedoch, Ihre große Toleranz kann diesen Nachteil ausgleichen.
Schweißdurchdringung größer als 0,03 Zoll (0.762mm)
Für diesen Bereich sind alle Lasertypen geeignet. Die Eindringtiefe des gepulsten Nd: YAG-Laser gibt es 0.05 In (1.27 mm), während andere Lasertypen bis zu erreichen können 0.25 In (6.35 mm) und einige übertreffen sogar 0.5 In (12.5 mm).
Allgemein gesagt, die für Pulsed Nd geeigneten Teile: YAGLaserschweißen in diesem Bereich sind relativ gering, wie Drucksensoren mit Nahtschweißung.
Die Automobilindustrie erfordert ein breites Spektrum an Schweißanwendungen, und Glasfaser, CO2, Rabatt, und Diodenlaser können alle verwendet werden. In Bezug auf Geschwindigkeit und Durchschlagskraft, Die Automobilindustrie deckt nahezu alle Schweißanwendungen ab.
Suche das Gleichgewicht
Der Hauptunterschied zwischen Laserquellen liegt in der Strahlqualität, Helligkeit, und Wellenlänge.
Die Strahlqualität bezieht sich auf die Fokussierfähigkeit des Lasers, und Helligkeit bezieht sich auf die Leistungsdichte im fokussierten Strahl.
Zum Beispiel, CO2-Laser und Faserlaser haben eine ähnliche Strahlqualität, also wenn andere Parameter gleich sind, Sie können Lichtpunkte mit demselben Durchmesser erzeugen.
Jedoch, Die Wellenlänge der Faserlaserquelle beträgt ein Zehntel der Wellenlänge der CO2-Lichtquelle, Das bedeutet, dass der Punktdurchmesser, den es erzeugen kann, ebenfalls ein Zehntel desjenigen der CO2-Lichtquelle beträgt. Die Faserlaserquelle hat außerdem eine bessere Strahlqualität und Helligkeit.
InLaserschweißen, Die Strahlqualität und -helligkeit wirken sich direkt auf die Eindringtiefe und -geschwindigkeit aus, haben jedoch keinen so direkten Einfluss auf die Schweißstabilität und -toleranz.
Daher, Es ist wichtig, ein Gleichgewicht zwischen Schweißleistung und Qualität zu finden, und die Breite des Prozessfensters. Es ist erwähnenswert, dass die Strahlqualität zwar reduziert werden kann, um bestimmte Anforderungen zu erfüllen, Eine schlechte Strahlqualität kann nicht verbessert werden.
Bei einer Penetration von 0,25 Zoll, Die Schweißgeschwindigkeiten der oben genannten Laser sind recht ähnlich. Optische Fasern und Scheiben sind schneller als CO2, während Dioden langsamer sind.
Das Schweißen mit Hochleistungslasern erfordert typischerweise zwei Schichten, Die Anschaffungskosten des Lasers sollten bei der Auswahl berücksichtigt werden. CO2-Laser sind zwar weit verbreitet und vielen Anwendern vertraut, Die Einzelschweißkosten sind deutlich höher als die von Fasern, Rabatt, und Diodenlaser.
Im Vergleich zum Plasma- und Lichtbogenschweißen, Laserschweißen hat weitere Vorteile bei Schweißanwendungen, die Eindringungen von mehr als erfordern 0.25 Zoll, da es die thermische Verformung erheblich reduzieren kann. Diese Reduzierung trägt dazu bei, die geometrische Form des Teils beizubehalten, eine Umformung entfällt. Jedoch, Passende Teile können bei dieser Dicke zu Problemen führen. Um dies zu überwinden, ein Prozessablauf des Drahtfüllens oder eine Kombination davonLaserschweißen, Plasmaschweißen, und Lichtbogenschweißen können verwendet werden.
Abschluss
Es stehen verschiedene Arten von Laserquellen zur VerfügungLaserschweißen, jedes mit seinen einzigartigen Eigenschaften und seiner Eignung für spezifische Anforderungen.
Für Anwender ist es von entscheidender Bedeutung, genau zu verstehen, welche Laserquelle ihre Schweißanforderungen am besten erfüllen kann.
So erhalten Sie ein Schweißsystem, Der optimale Ansatz ist die Zusammenarbeit mit dem Systemlieferanten, Wer kann den für Sie am besten geeigneten Laser bestimmen?.
Sie können sich auch an verschiedene wendenLaserhersteller und stellen ihnen Schweißproben zur Verfügung, um die optimale Lösung zu ermitteln.
Bei der Auswahl eines Lasers, Es ist wichtig zu bedenken, dass das Schweißen hinsichtlich der Eindringtiefe ausgewogen sein muss, Geschwindigkeit, Stabilität, Berücksichtigung der Produktionsteile und Toleranzen.