
Laser welding is a precise process of fusing metal parts using a beam of laser light. It has found numerous applications across most industries, particularly in the automation of small-component welding, where tight control means there’s no need for cleanup. This is most useful in the automotive, aerospace, and electronics sectors, where precision and efficiency are the biggest driving factors. This article will further discuss laser welding, how it works, the process, types, and advantages.

What Is Laser Welding?
Laser welding is a process used to join together metals or thermoplastics using a laser beam to form a weld. Being such a concentrated heat source, in thin materials laser welding can be carried out at high welding speeds of metres per minute, and in thicker materials can produce narrow, deep welds between square-edged parts.
Laser welding operates in two fundamentally different modes: conduction limited welding and keyhole welding. The mode in which the laser beam will interact with the material it is welding will depend on the power density across the beam hitting the workpiece.
A key advantage of laser welding is the high precision and close control of applied energy. The energy can be precisely directed to the exact location where the weld is needed with virtually no over-application or spread. It allows for extremely precise liquefaction with a much smaller heat-affected zone than any other welding method. This causes less damage to surrounding areas and reduces bulk heating and the associated deformation.
Laser welding is commonly used in the automotive, aerospace, and medical industries, as well as in electronics manufacturing. It is particularly useful for welding materials like aluminum that are difficult to weld by traditional methods.
What Is the Origin of Laser Welding?
Laser welding was first developed in the ‘60s, almost in parallel with the development of lasers themselves. The first experiments in laser welding were conducted by researchers at the Bell Telephone Laboratories in the US. The first laser welds were made using a ruby laser, applying short pulses of high-intensity energy in coherent beams. When pulses were focused onto a small spot at the junction of metal parts, the metals melted and flowed together. Even in these early experiments, this resulted in very narrow and precise welds, with minimal HAZ (heat-affected zones) and distortion. It even demonstrated some ability to join dissimilar materials.

I. The Birth of Laser Welding: 1960s
The history of laser welding begins with the invention of the first laser in 1960 by Theodore Maiman at Hughes Research Laboratories. He used a ruby crystal as the lasing medium and a flashlamp as the energy source to produce a red laser beam. This sparked a wave of interest and research in the field of laser physics and applications.
One of the earliest applications of laser was welding. Scientists soon discovered that a laser beam could heat and melt metal, creating a strong and deep weld. The first laser welding experiments were conducted in 1962 by researchers at the American Optical Company, who used a neodymium-doped glass laser to weld steel and titanium. In 1964, another milestone was achieved by Geusic and Smith at Bell Labs, who invented the neodymium-doped yttrium aluminum garnet (Nd: YAG) laser, which had higher power and efficiency than the glass laser. The Nd: YAG laser became one of the most widely used lasers for welding, especially for micro-welding and fiber-optic transmission.
II. The Development of Laser Welding: 1970s-1990s
The next decades saw significant improvements in laser welding technology, both in terms of performance and cost. One of the main drivers was the development of carbon dioxide (CO2) lasers, which had higher power output and lower cost than solid-state lasers. CO2 lasers were first used for welding in 1970 by researchers at Western Electric Company, who welded copper wires with a 1 kW CO2 laser. CO2 lasers soon dominated the industrial market for laser welding, especially for high-volume and high-speed applications, such as automotive and aerospace industries.
Another important advancement was the introduction of fiber lasers in the late 1980s by researchers at Southampton University in the UK. Fiber lasers used optical fibers as the lasing medium, which has several advantages over conventional lasers, such as high beam quality, high efficiency, low maintenance, and easy integration with robots or CNC machines. Fiber lasers also had higher power density and penetration depth than CO2 lasers, making them suitable for thick-section welding.
The current era of laser welding is marked by innovation and diversification. New types of lasers have been developed or improved, such as disk lasers, diode lasers, ultrafast lasers, and hybrid lasers. These lasers offer different characteristics and capabilities for different applications and materials. For example, disk lasers have high brightness and stability; diode lasers have low cost and compact size; ultrafast lasers have short pulse duration and minimal heat input; hybrid lasers combine laser with arc or plasma welding to enhance flexibility and quality.
Laser welding has also expanded its scope and range to new fields and challenges. Some examples are:
Laser welding of dissimilar materials, such as steel and aluminum, which have different physical and chemical properties that can cause intermetallic formation or cracking.
Laser welding of transparent materials, such as glass or plastic, which requires special techniques to couple the laser beam into the material.
Laser welding under special conditions, such as vacuum or underwater, which poses difficulties for conventional welding methods.
Laser welding for additive manufacturing, uses laser to deposit layers of material to create complex shapes or structures.
How Does Laser Welding Work?
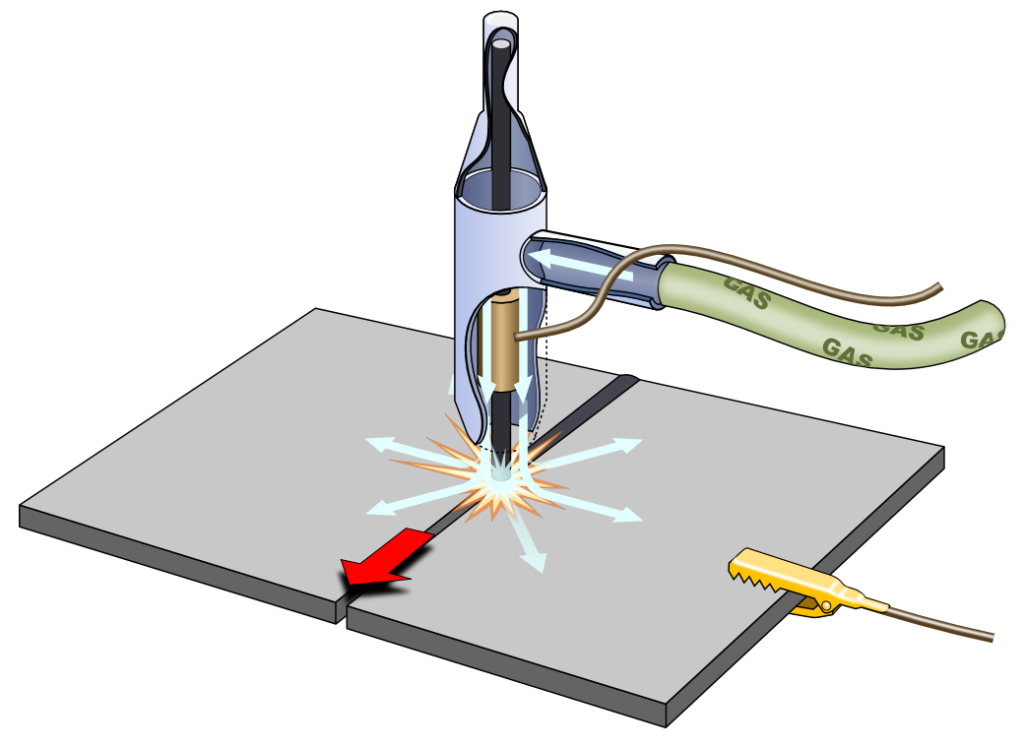
Laser welding is a technique that uses a focused collimated high-intensity beam of light to melt and fuse metal parts, sometimes with extra material from a filler rod. The process works by generating laser light and then delivering it to a collimator/optics head. It is then focused onto the junction of the metal parts, causing a highly localized heat buildup and restricted melt pool.
The laser welding beam is typically generated by a solid-state, fiber, or CO2 laser, each of which has relative advantages. At the beam’s focus point, the metal reaches its melting point and forms a localized pool, into which the filler rod can be melted as required. The laser beam is then moved along the surface of the joint. This melts a leading edge and leaves the molten, fused trailing edge of the pool to cool and solidify. In a successful weld, the cooled metal attaches to both parts to a roughly equal degree and remains free of oxidation.
How Important Is Laser Welding?
Laser welding is an increasingly important technique in high-tech manufacturing and engineering. It offers many advantages over traditional welding techniques. Laser welding can create clean, strong welds quickly and precisely.
What Is the Purpose of Laser Welding?
Laser welding is used to fuse parts together by forming a liquified pool of metal at the junction point. This technique is better than most for joining dissimilar metals and those that are typically hard to weld. It even functions with certain nonmetals including some ceramics.
What is Laser Welding Good For?
Laser welding is good for delivering precise, repeatable, and high-quality welds by both manual and automated means across many industries. These industries include: automotive, aerospace, medical, and electronics.
What Is the Process of Laser Welding?
These are the generic steps in the laser welding process:
- Clean the parts to be welded and position them accurately. The contact line should be closed and gap-free to improve weld quality.
- Use manual clamps or automated fixtures to hold parts in place and keep them stable during the welding process.
- Adjust the beam’s focal point onto the welding area. The optical gear in the welding torch usually provides for easy adjustment of focus.
- Adjust the beam power and test it on scrap material and trial parts. Before moving to the workpiece, make sure it is putting out sufficient energy to melt the material but not enough to excessively heat parts.
- Apply the beam at the start of the welding area. Once an appropriate melt pool has formed, it must be traversed along the weld in a steady motion. Traditional welding techniques such as hot point rotation will encourage good fusion and improve the weld quality.
- Cool the part naturally once the welding is complete. You can also quench it in water or use other cooling methods.
What Kinds of Materials Can be Welded Using Laser Welding?
The most common materials that can be laser welded are listed below:
- Metals: Examples are: aluminum, copper, brass, steel, titanium, and nickel. The process can be used to join pieces of significantly divergent thicknesses, increasing its applications to a wider selection of tasks than traditional thermal or electrical welding methods.
- Plastics. Lasers can be used to weld some thermoplastics, including: polycarbonate, nylon, and ABS. Low heating and highly localized melting result in quality welds.
- Ceramics. Some ceramics (particularly alumina and zirconia) can be laser welded. These and some other ceramics can be melted and fused via laser in a way that is much harder to achieve by normal thermal means.
- Composites. Carbon fiber-reinforced plastics (CFRPs) are amenable to this technique. There is also advanced research and early success in laser welding metal parts to carbon fiber composites.
The suitability of a material for laser welding depends on its physical properties, such as melting temperature, albedo, thermal conductivity, and its propensity to melt without charring. Significant experience and careful laser frequency selection may be needed for highly reflective materials.
What Are Some of the Challenges Associated with Laser Welding Thin Materials?
These are the common challenges seen in laser welding:
- Material Selection: Some materials, such as highly reflective metals, are difficult to weld with lasers because light naturally reflects away from their surfaces. Similarly, some plastics and composites are also difficult to weld due to their low thermal conductivity.
- Joint Preparation: Proper joint preparation is critical for a successful laser weld. The joint surfaces must be free from contaminants and properly aligned. Any misalignment or gaps in the joint can result in incomplete welds or weak joints.
- Process Control: Laser welding is a highly automated process and maintaining tight process control is essential for producing consistent, high-quality welds. The laser power, speed, and focus must be carefully controlled to achieve the desired weld characteristics.
- Safety: Laser welding can pose safety risks if not properly controlled. The intense light and heat generated by the laser can cause eye and skin damage. Safety measures such as proper eye protection must be in place to protect the operator and any nearby personnel.
- Cost: The initial cost of equipment for laser welding can be high, making it less accessible to smaller businesses or operations. Additionally, maintenance and repair costs can also be significant, which can add to the overall cost of laser welding.
What Are the Different Types of Laser Welding?
These are the most common methods of laser welding:
- Conduction Welding: This method uses the lowest power rating of any laser-based approach. It merges the melted edges by capillary action alone, with no filler. This approach is best suited to welding precisely fitted edges of thin materials.
- Deep Penetration Welding: This method is suitable for welding thicker materials. It uses high laser power to heat a deep and wide portion of the material. In general, the laser is first used to cut a keyhole that penetrates through the material (ensuring full-thickness welding). The resulting hole is then closed with a molten filler rod at its trailing edge, as the laser progresses along the weld.
- Laser Spot Welding: This method is best used for small, complex parts. The laser creates small, localized welds. These spot welds can make point joints between edges, or melt through one part to merge with the part below.
- Laser Seam Welding: This approach makes long, continuous seams. It often uses a filler rod to create a filet at the joint using similar pool control motions to those seen in electrical and traditional thermal methods.
- Hybrid Laser Welding: This method mixes laser and other welding processes such as MIG and TIG. Combining processes in this way can give you the advantages of both systems.
What Type of Lasers Are Used in Laser Welding?
The types of lasers used in laser welding are listed below:
1. CO2 (Carbon Dioxide) Lasers
Carbon dioxide lasers are mainstays in welding equipment thanks to their high power output and small spot size when focused. They operate in the mid-infrared emission range and are capable of welding most materials, although the reflection of initial power can make the onset of melting slowly in stainless steel, titanium, and some other reflective metals.
CO2 lasers excite carbon dioxide molecules, forcing them to emit radiation. It can then be transmitted through a reflective pathway or light pipe before being collimated or otherwise focused to form the output laser beam.
CO2 laser devices are inexpensive and operate at relatively high power levels, enabling fast welding speeds and high productivity. They can weld a wide variety of materials. The CO2 laser’s high power and tight focus facilitates deep-penetration welds. However, they have relatively short operational lifespans and require expertise to operate well. They operate better with gas assist, which adds to the cost of operation.
2. Nd:YAG (Neodymium-doped Yttrium Aluminum Garnet) Lasers
Nd:YAG (neodymium-doped yttrium aluminum garnet) solid-state lasers are commonly used for welding. This laser type generates high-powered infrared light with a wavelength of 1.064 micrometers. It is a good option because metallic materials absorb this wavelength better than others in the infrared spectrum. Nd:YAG setups are thus particularly useful in welding aluminum, stainless steel, and titanium alloys. Because it combines high energy output and good focusability with minimal maintenance requirements, this system is commonly used in industrial applications, such as automotive and aerospace manufacturing.
3. Fiber Lasers
Fiber lasers are good options for laser welding, delivering high power, superior beam quality, and electrical power efficiency. The laser energy comes from a laser diode. It is transmitted through a fiber optic connection to a collimating/focusing torch that can be easily directed to the welding site.
This laser welder type integrates well into automated equipment. It has a long device life expectancy and low maintenance needs.
4. Disk Lasers
Disk lasers are alternative forms of solid-state lasers that are beginning to be used for welding. In a disk laser, the laser medium is a thin, liquid-cooled disk of laser-excitable semiconductive material that is pumped by several laser diodes. The output beam can be transmitted in a rigid reflector path or through a light pipe to the collimator/focus torch. They’re valuable because of their high power capacities, good beam quality, efficient cooling, low maintenance requirements, and long functional life expectancy.
How Does Laser Power Affect the Welding Process?
Power settings must be tightly controlled for good results. More power is needed for larger, deeper welds. Very low and tightly controlled power is an advantage of some laser welders, allowing the welding of delicate and small parts without wide HAZ spread and distortion, even in very thin materials.
How Does Laser Speed Affect the Quality of Laser Welding?
In combination with focus and laser power, the laser’s movement speed defines the weld quality. It must dwell long enough to properly melt the material but not so long that it fails to fuse properly. Feed speed must be set to allow the weld to progress through the entire seam. Once the melt pool is achieved, the feed must commence, or the initiation zone of the weld will generate a larger HAZ. Feed (and beam oscillation) must be adjusted such that the leading edge of the melt zone travels along the seam and the trailing edge cools properly to form the joint.
Too high a feed rate will prevent consistent melting and make the weld weak and prone to gaps. If the feed rate is too slow, the HAZ will expand and you’ll risk creating runoff from the melt pool or blowing holes in the parts.
What Are the Key Parameters That Affect the Quality of a Laser Weld?
Parameters defining laser weld quality and efficiency are:
- Laser Power: This is the amount of energy delivered by the laser to the workpiece. Higher laser power allows faster welding and greater penetration, but good control of power levels is critical in achieving good welds.
- Spot Size: A higher-quality beam, better collimation, and better-quality focus optics will result in a smaller laser point at the weld. This delivers higher effective power and more controlled melt/weld progression.
- Feed/Traverse Speed: The rate (and motion pattern) of the laser as it passes along the seam defines the weld quality, the size of the HAZ, and the level of distortion in parts.
- Shielding Gas: Inert gasses are used to prevent weld oxidation. The type and flow rate of shield gas must be suitable for the weld and materials.
- Material Thickness: This is a critical parameter in that there are limitations to what any particular laser welder can deliver. As part thicknesses increase, laser power must rise and feed rates usually drop. Eventually, you reach the limits of the welder’s capabilities.
- Joint Design: Joint design affects weld quality significantly. Close conformance/fit between parts and accessible weld positions are very beneficial in weld quality.
What Are the Applications of Laser Welding?
Laser welding is used in a wide range of industries:
- Automotive. Body panels, engine components, suspension parts, fuel injectors, and sensors can all be joined or constructed using laser welders.
- Aerospace. Laser precision is helpful in aircraft engines, landing gear, and other components. It is also valuable in the manufacture of rockets and spacecraft.
- Medical. Medical devices such as pacemakers, dental implants, surgical instruments, surgical implants, and prosthetics all need detailed welds.
- Electronics. Small, precise welders are important to the manufacture of circuit boards, complex component packages, sensors, smartphones, laptops, and more.
- Jewelry. Both manual and automated laser welding is used in the manufacture of jewelry to create intricate designs.
- Mold Tools and Dies: The tools and dies used in manufacturing processes can be difficult to repair. The minimal excess heat created by a laser weld means there’s less finishing work to be done after a repair.
What are the Advantages of Laser Welding?
The advantages of laser welding are listed below:
- Precision: Laser welding is a precise welding technique that can create small, intricate welds with high accuracy. The beam energy can be controlled very precisely, minimizing the heat-affected zone and keeping distortion and material waste to a minimum.
- Speed: The technique is fast. Since the energy is very concentrated, it heats a melt pool quickly. Heat doesn’t have time to spread as far as it does under other welding methods. The pool’s leading edge can be advanced quickly using otherwise standard welding practices.
- Versatility: Laser welding can be used to join a wide range of materials, including metals, plastics, and even some ceramics. The process can also be used to weld dissimilar materials together, which is generally impossible with other welding techniques.
- Quality: Laser welding results in high-quality welds with consistent mechanical properties. If no filler rod is required, welds will generally match the properties of the joined materials in terms of strength, durability, and corrosion resistance. The welds tend to be free from defects such as porosity, inclusions, and fractures.
- Automation: Laser welding is easy to automate, delivering high-volume production and consistent quality in ways that previously could only be approached by spot welding. This is particularly important in the automotive, aerospace, and electronics industries, where precision and repeatability are key.
What Are the Limitations of Laser Welding?
The key limitations of laser welding are:
- Equipment Cost: Laser welding equipment costs more than that for electrical or traditional thermal welding.
- Safety: Lasers can be hazardous, so they require careful management and good safety practices to prevent burns or eye injuries.
- Material Limitations: Though laser welding is effective on a vast range of materials, many plastics and ceramics cannot be welded for thermal and chemical reasons.
- Weld Geometry: Laser welding is best suited to thin, light, and precise applications with very close-fitting parts which the optical parts can easily access. It is not currently well adapted to heavy-duty roles such as shipbuilding.
- Joint Preparation: The process is less forgiving of contaminants, surface oxidation, and gaps between parts than traditional processes.
- Edge Preparation: Material edges must be close-fitting and smooth for good results.
- Maintenance: Some types of laser welding equipment require intensive maintenance and setup, increasing operational costs.
Does Laser Welding Cost More Than Laser Cutting?
It depends. Factors like material type, thickness, and production throughput can affect the cost and suitability of both laser welding and laser cutting systems. Simple comparisons are unreliable and each situation must be assessed on its own merits. It must be noted, however, that smaller laser cutters typically have lower power outputs and simpler control systems than laser welders, making them less expensive to buy. Not all laser cutting requires gas assist systems, so that eliminates another expensive system. However, larger and more powerful laser cutters have similar or even higher purchase costs than comparable-capacity laser welders.
Can Laser Welding Be Performed Without Any Additional Shielding Gas?
It depends. For most ceramics and plastics, the atmospheric oxidation effects are small, and shielding gas can be neglected. Metals require shielding gas to prevent oxidation and badly degraded welds. A few more specifics about shielding are listed below:
- Nitrogen is not suitable as a shielding gas for aluminum, carbon steel, and titanium. It causes them to become brittle.
- Helium makes an excellent universal shielding gas, but cost renders it impractical for many applications.
- Argon offers a good compromise that works in most applications.
What Safety Precautions are Important When Laser Welding?
Typical welding safety precautions apply, with additional eye protection issues to be considered:
- Eye Protection: High-intensity light beams can rapidly destroy the human retina, so suitable eye protection is a must.
- Hot Process PPE: Like all welding processes, laser welders generate hot material that can burn the skin. Suitable protective gear is required.
- Ventilation: All welding processes produce fumes that can be harmful, so extraction and ventilation when laser welding are important precautions.
- Training: Safe operation requires skills and equipment knowledge, so proper training is indispensable.
- Area Control: Laser light and hot work can affect not only operators but bystanders as well. Take precautions to shield others from risk.
- Fire Protection. Keep the work area free from combustible materials, wear fire-retardant PPE, and keep fire suppression equipment on hand. Fire extinguishers must be tested, within date, and accessible.
Is Laser Welding a Relatively Fast Process Compared to Other Types of Welding?
Yes, laser welding is fast compared to other types of welding when properly set up and operated. In particular, on the small and intricate tasks it is best suited to, laser welding is considerably faster than alternatives. In part, this is because the welds themselves require less post-processing and cleanup than other types of welds.
Is Laser Welding a Contact-Based Process?
No, laser welding is non-contact. The beam must cross a small amount of space between the optics head and the workpiece. That gap is a controllable feature.
What Is the Difference Between Laser Welding and Traditional Welding?
The main differences between laser welding and traditional welding methods such as MIG, TIG, and arc welding are listed below:
- Heat Source: Traditional welding methods use an electric arc, plasma arc, or gas flame to melt materials. Laser welding uses a coherent light beam to apply heat and create welds.
- Weld Quality: Laser welding is more precise, controllable, and repeatable than traditional techniques and will deliver cleaner, stronger welds when correctly performed.
- Processing Speed: When correctly applied and set up, laser welding is faster than any traditional method for making comparable welds.
- Material Compatibility: Traditional welding is limited to metals whereas laser welding has been shown to also work on many types of plastics, ceramics, and composites.
- Cost: It costs more to set up a laser welding operation than comparable traditional methods. Operational costs are similar, and laser welding is best suited to automated tasks or those that demand greater precision and larger production volumes.