
In most metal fabricating applications involving laser welding, human involvement typically is limited to programming a robot that wields a laser welding head that moves around a fixtured workpiece in a Class 1 enclosure that is designed to prevent the laser light from escaping. More portable equipment is available, typically used for repairing tooling and molds, but even then the operator is using a joystick or some other controller to manipulate the laser beam over the work area. The intimate relationship that exists between a welder, the torch, and the metal in manual applications is not one that’s been replicated by laser welding technology developers—at least until last year.
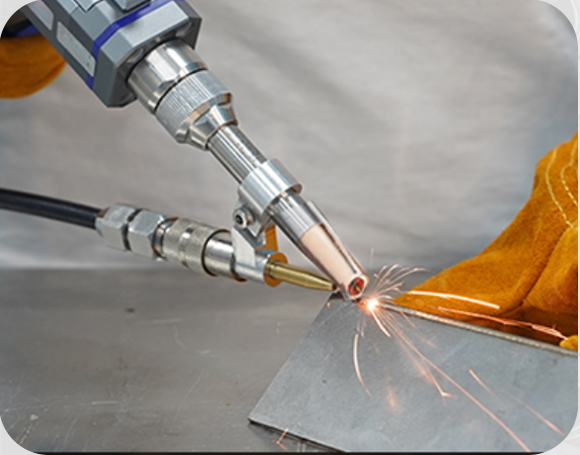
In fall 2023 Comwelder introduced its comwelder B1 hand-held laser welding system. The power source looks like an arc welding power source, measuring 543 by 493 by 285 mm., and it Weight 38kg Volume <0.1m³. A welder can choose predefined welding parameters for different joining applications and adjust the power output, like on a traditional arc welding power source. The hand-held welding gun is held like a MIG torch even if it looks more like a TIG torch. The laser power source is even set up like a traditional welding unit: A welder plugs in the power cord and gas connection, attaches the clamp to the work surface, and starts to weld. (An Ethernet connection provides the connection to the advanced parameter settings.)

The Comwelder power source isn’t producing an arc, however. The laser welder produces 1,500 W of continuous-wave power at 100% duty cycle. It’s a ytterbium, continuous-wave, 1,070-nm fiber laser, to be exact. The power also can be adjusted from 150 to 1,500 W, with 2,500 W of peak power in certain modes. Also, it can be used for joining a range of metals and thicknesses, even reflective metals such as copper, done in a pulsed mode.
The form factor of this equipment is made to be familiar. “The controls are made to be simple to get you to welding quickly. The gun itself fits into your hand, and you’re ready to go.
“What we found that people were able to quickly create consistent, high-quality welds due to the familiarity with the gun design and the ease of choosing a stored application mode to match the material“ The overall ease of use and short learning curve will be very attractive to fabricators challenged to find skilled workers.”
Hand-Held Laser Welder Technology
The modes available on the comwelder power source are like those found on traditional power sources. They have been tailored to work with certain materials and thicknesses. comwelder’s unit is designed to hold 74 welding modes, and preset modes are included in the unit so that it’s ready to use upon receipt.
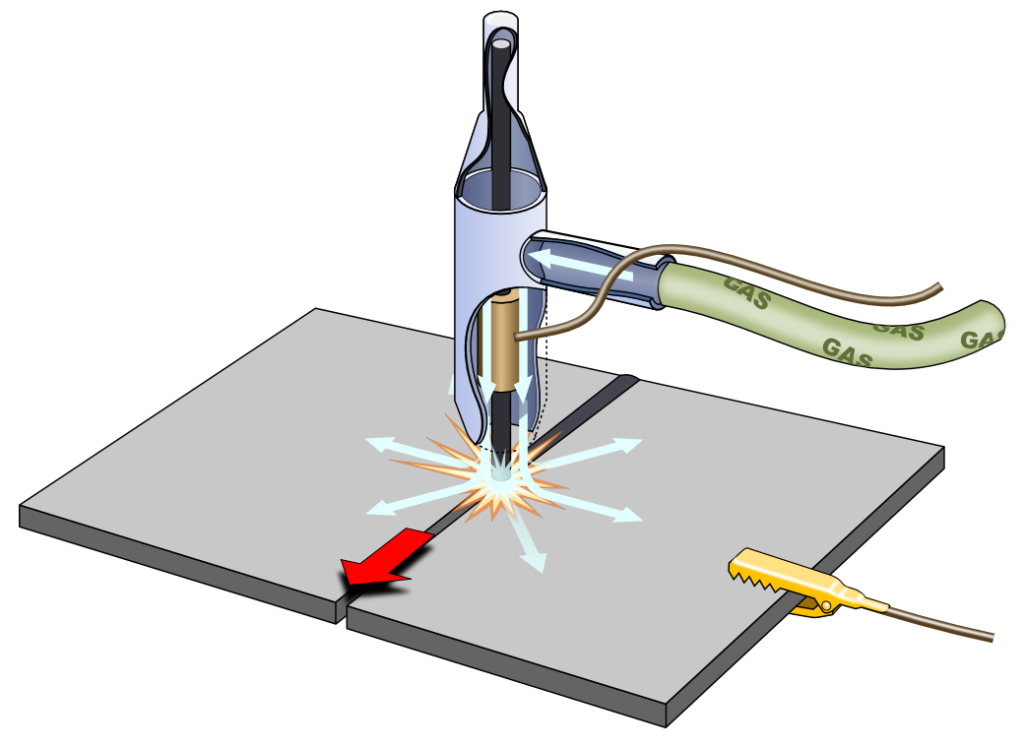
Some modes will be familiar to welders. For example, the equipment has a continuous-wave mode whereby the laser is operating the entire time the joining action is happening; a pulsed mode when reduced heat is necessary; and tack and stitch modes in which the laser powers on and off to make noncontinuous welds. (Laser welding already has the advantage of creating a minimal heat-affected zone thanks to the ability to focus the laser light—with a spot size of 150 µm.)
The laser welding unit also can be used to join different types of metals:
Mild steel, stainless steel, and aluminum up to 4 mm (0.157 in.) for a single-side weld and 10 mm (0.394 in.) for a double-side weld
Copper up to 1 mm (0.039 in.) for a single-side weld and 2 mm (0.079 in.) for a double-side weld
that as more metal fabricating companies start using the technology and provide feedback to comwelder engineers, the company will be able to update or introduce new modes and application recipes to help welders.
One of the main criticisms of laser welding is that it requires extremely tight fit-ups because the technology typically can’t compensate for gaps found in workpieces, something that occurs frequently because of the material’s makeup or a shop’s lack of precision fabricating technology. To address this perceived shortcoming, comwelder adapted the wobble function used in hand-held laser welding for the manual tool.
With the wobble, the laser beam oscillates in different patterns. This allows for the creation of a wider seam, which compensates for bad fit-up and other material combination issues.”
This wobble makes more of a back-and-forth motion, not really a true circle. It can add up to 5 mm (0.197) of additional weld width.
“With traditional welding processes, you are going to need more finesse and more clamping to make it work. With this wobble, you can select the right mode and produce a nice-looking weld,” Fisher said.
If the gaps are consistently a problem and present distances that can’t be addressed with the wobble feature, the laser welding system can work with a wire feeder as well. The wire feeder package is designed to work with the power source, feeding the wire as it’s needed and directing it precisely into the weld pool. It has a wire feed speed range of 40 to 600 cm/min. (15 to 236 IPM) and works with wire diameters of 0.9 mm (0.035 in.) and 1.2 mm (0.047 in.).
Hand-Held Laser Welder Safety
Hand-held laser welding might be different than traditional arc welding, but the processes do have some overlap. A welder still needs to wear nonflammable clothing with long sleeves, welding gloves, and a welding helmet. But before the shield comes down over the welder’s face, he or she will need to put on a pair of laser-safe glasses, which provide advanced protection and allow the welder to see the weld pool through the welding hood lens. This power source is producing a Class IV laser after all.
Any manufacturing company that employs hand-held laser welding also will want to provide a laser-safe enclosure to protect others in the shop. This could be a room with door switches or a more typical cell designed with light curtains or pressure pads, like a robotic welding cell. In either situation, when people enter the work area when they aren’t supposed to be there, the laser power source immediately shuts off.
The comwelder unit also has some built-in features to ensure safe usage. The system was designed with an interlock that requires the welding head tip to be in contact with the material during welding. If the tip is not touching the part, the laser shuts off. This ensures the laser is aimed at the metal workpiece. Also, the weld gun requires a two-step process to be used: a button to enable operation and another button to fire up the laser.
Putting Hand-Held Laser Welders to Work
response to the laser welding system has been positive. The technology stands out because it’s much smaller than other “portable” units produced overseas, which are about the size of a small refrigerator, and helps even novice welders get up to speed more quickly than they would with more traditional arc welding processes. For instance, laser welding doesn’t impart as much heat as TIG welding does, which makes it easier for a less experienced welder to take on a job with thin metals. In another example, welders don’t have to be as concerned with prebrushing or grinding down the work surface because laser welding doesn’t require the metal to be as clean as would be needed with the MIG welding process. Additionally, the built-in cosmetic pass feature provides a fast and noncontact method to improve postweld aesthetics
“Experienced welders are making high-quality welds in a matter of hours and can improve further by adjusting and saving settings” . “For novices, it will take a bit longer to master, but they are going to be able to make the same types of welds using the preinstalled settings or those saved by more seasoned operators. Then it’s simply up to the novice to hold the gun properly and move it at the right speed.”
Welding of thick, thin, reflective, and dissimilar metal, which is difficult or even impossible with traditional arc welding methods, can be done with a laser.