
Introduction
Within the last 10 years, the continuous manufacturing advancement and availability of a new generation multi-kilowatt solid-state laser, fiber beam welding became a new stimulus.
Although it has been for years that manufacturers across multiple industries have used traditional welding techniques like MIG or TIG, but along the way, these conventional techniques have created constraints.
Both MIG and TIG welding techniques employ the use of an electric arc and a shielding gas for the welding processes; however, they’re different in terms of how they work.
MIG uses a solid wire that is machine-fed to the weld area, while TIG uses a non-consumable electrode and a hand-held filler rod to form the weld.
In the welding realm, new approaches like fiber laser welding were brought out to establish reliable and precise welding processes in order to meet the demands of modern industrial applications.
If you’re confused about which welding to choose, read the below description that will guide you about all three types of welding along with their applications, uses, and advantages.
MIG Welding (Metal Inert Gas Welding)
Metal inert gas welding, or simply MIG, is a versatile welding technique that joins two pieces of metals using a consumable electrode filler to create the electric arc and fuse the base material. The method uses a shielding gas to protect the weld from contamination.
MIG welding works well for heavy and medium-sized industries such as pipelines, ship construction, pressurized vessels, steel structures, and repair and maintenance companies.
The MIG welding procedure assists a farmer, motorsports fanatic, home hobbyist, or DIYer to do fabrication and repair welds on metal starting from 24-gauge to ½ -inch thick.
MIG welding is well known when looking for controlled penetration, cleanliness, and applicability to alloys and metals as distinct as stainless steel, mild steel, magnesium, and aluminum.
The advantages of MIG welding are it has shorter lead times and lower production costs. The continuously fed wire enables fast, uninterrupted welding, resulting in a bit of slag, minimal spatter, and a more cleaner welding.
MIG machines can efficiently perform horizontal, vertical, or flat welding, and is one of the simplest welding techniques to learn.
The drawback of MIG welding is because of the constant supply of shielding gas; the welding setup becomes quite costly. Also, the electrodes, replacement tips, and nozzles for MIG welding can add up to the resource cost.
With certain materials, not least aluminum, MIG can increase the risk of burn-through if your workpiece is less than .5mm. Your skill level may often help you get around this, but it’s generally accepted that MIG isn’t best suited to very thin materials.
TIG Welding (Tungsten Inert Gas Welding)
TIG refers to an arc welding process that operates through a non-consumable tungsten electrode and inert gas to perform high-quality welding. This process can either be operated autogenously (i.e. without a filler) or maybe by adding an optional handheld filler rod to fill the space between two close-fitting materials.
TIG welding can use a direct current (“DC”) or alternating current (“AC”) depending on the metal the welder joins, making it a sophisticated, precise, and versatile arc welding. This method works across a wide range of materials (aluminum, carbon steel, and stainless steel) with thicknesses up to about 8 or 10mm.
TIG welding is well suited for all industrial applications, primarily when intended for high-quality, non-corrosion, and cleaner welding. Compared to manual welding, TIG, with a relatively small arc and low heat input, works suitably for thin sheet material and welding pipes and offers neater welds with little finishing required.
The advantage of TIG welding is that it can weld thin materials or intricate shapes with ultimate accuracy, strength, durability, and a minimum margin of error. TIG welders can make precise cuts because it allow you to have complete control over the heat, speed, and angle at which materials are welded. Due to the low heat zone, there’s less distortion and a minimum amount of flames and sparks.
While it offers numerous benefits, TIG welding is time-consuming and takes a good amount of your time due to its low deposition rate and lower penetration power. This type of welding is not applied to weld thicker materials and requires professional assistance to operate. Also, TIG welding needs a deep arc, correct distance, and accurate maneuvering for a better result.

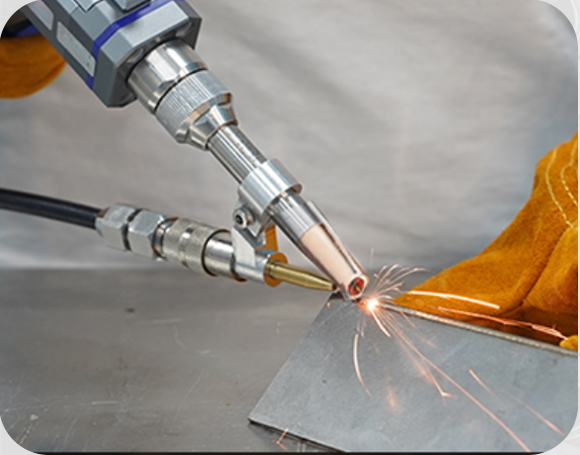
Laser Welding
A laser machine refers to a high-speed welding system that uses a highly concentrated laser to create an intense heat source. This laser beam is used to weld two pieces of metal together.
The process of laser welding works best in modern metalworking and engineering, especially when joining multiple parts to form complex structures. It not only simplifies the whole process but also saves material resources to increase production efficiency.
With a high energy density, good beam quality, accuracy, and adaptability, it is an efficient source of cutting and welding industrial products and has extraordinary development potential.
The laser welding system fully reflects its advanced, fast, and flexible processing characteristics in industrial production.
It is not only a technical guarantee for developing new industrial products but also an indispensable technical means for high-quality, low-cost production.
Since laser welding processes use less thermal stress at the weld seam, it dramatically reduces the risk of thermal distortion in a workpiece. The good part is that laser welding minimizes the risk of heat disbursement to the surrounding material, which could result in negative impacts such as bending or stress.
Laser welding systems provide productivity gains. The Comwelder B1 process is 4 times faster or more than traditional processes. The fast travel speeds, shorter processing times, and low heat input of laser welding make it especially well-suited for sheet metal welding applications that require precision and attention to aesthetics.
Like other welding techniques, Laser welding has some shortcomings to consider. The laser equipment requires a good share of your investment- Modern optics, control systems, and safety precautions- are all features of complex laser welding machines.
Additionally, due to the highly concentrated heat, certain materials, such as high-carbon steel and aluminum alloys, may be prone to cracking, distortion, or changes in their material properties.
Comparison of Three Welding Methods- MIG, TIG & Laser Welding
MIG, TIG, and laser, all three types of welding, have their own set of benefits, applications, and material processing abilities that differentiate them from one another. Below, we have compared them on parameters such as cost, efficiency, speed, material, and industrial application.
For a visual comparison between the three methods, let’s look at the below chart that differentiates between the three types of welding.

Efficiency and Speed
Speed and efficiency are one comparative factor between MIG, TIG, and laser welding.
In MIG welding, the gun runs continuously for long periods, making more efficient and productive welding than its counterpart. The speed and ability of MIG welders to cover more welds in a given amount of time translates into lower labor costs.
While TIG welding is relatively slower and more focused, making the welding process quite time-consuming. Since it can be used on more types of metals, it’s limited in its effectiveness to weld thicker material.
In terms of efficiency and speed, laser welding is ahead of the competition. With a laser welder, you can get much more done in less time, saving you time and money in the long run.
Laser welders are three to ten times more efficient than MIG welders and are at least five to ten times more efficient than TIG.
The laser process is highly versatile and works on different material types. They can melt and join thin and thick materials with accuracy, making them suitable for welding small parts that require minimal distortion because the heat source is focused on a particular area.
Cost
Considering the cost factor of the three types of variables, MIG welding is the most cost-effective, followed by the most expensive laser welding because laser welding is done on specialized equipment and requires professional operators to run the welding machines, so the initial cost is high.
The only cost efficacy of laser welding is there’s no need to use any consumables during welding.
As with the MIG welding method, the process is faster, requires a less expensive feed wire than the expensive electrode in TIG, and the consumable electrode doesn’t need frequent replacement, making MIG the most price-favorable.
In terms of cost, what makes MIG appealing is the fact that it produces less waste, less spatter, and less post-weld cleanup than TIG welding. Also, MIG doesn’t require the use of filler rods, which need to be cut into proper length and diameter, significantly reducing the overall cost of production.
TIG welding has a lower deposition rate, making it more expensive per foot of bead. The initial costs are also slightly higher because the consumables are a bit pricier.
Applicable Material
When talking about traditional MIG and TIG methods, both can weld a wide range of materials, with MIG welding more suitable for thick materials and TIG more appropriate for thin materials. Typical weld materials include aluminum, carbon steel, and stainless steel.
MIG welding can work on every thickness, from 26-gauge sheet metal to heavy-duty structural plates.
TIG welders can usually weld one thousandth (0.001) of an inch of mild steel per amp. A 100-amp TIG welder can weld steel up to 0.10 inches thick. A 200-amp welder will weld steel up to 0.20 inches thick.
Whereas laser welding can work on a variety of metallic meterial This includes stainless steel, steel, titanium, aluminum, and nickel alloys. The thickness of the material can be between less than 1 mm and approximately 30 mm. However, success depends on the type and power of the laser being used.
Being a concentrated heat source in thin materials, laser welding can be carried out at high meters per minute welding speeds and, in thicker materials, can produce narrow, deep welds between square-edged parts.
Roughly, To weld steel plates with different thicknesses of 1mm, 2mm, 3mm, 4mm, and 5mm, you’ll need the power of the laser welding machine to be 300W, 600W, and 1000W respectively.
Differences in Industrial Applications
MIG welding, a highly productive and versatile technique, works suitably across various industries for welding various structures, materials, and parts.
MIG welding is applied in sheet metal welding, fabrication of pressure vessels and steel structures, repair of automotive, heavy constructions such as building materials and bridges and home improvement, automobile, and automotive industry.
TIG welders have thin workpieces and increased precision and control, which makes them the best fit for small-diameter and thin-walled piping or tubing. The aerospace industry primarily uses the TIG welding process, as the technique works well for space vehicles.
Laser welding, popularly known for its accuracy and minimal heat generation, allows for welding high-volume applications such as automotive and Medical Devices as the process doesn’t create material contact or splatter.Due to its high welding quality, high efficiency and ease of use, laser welding is increasingly replacing traditional welding methods like MIG and TIG.
Conclusion
With the industry constantly changing and technology continuously evolving, manufacturers are looking for new ways to stay competitive. They’ve come to realize this requires cost reductions, efficiency gains, improved productivity, and repeatable part quality. They incorporate each welding method as an arduous process to achieve better output.
Whether TIG, MIG, or laser welders, the process needs complete dedication to learn the positions to ascertain the strength of the weld. The equipment, setting, type of electrode, and shielding gases are assigned as per the need of the welding process.
For revolutionizing the welding industry, the future of welding technology holds immense potential. It is characterized by emerging advancements such as fiber laser welding, robotic systems, digitalization, and green technologies. While adopting this advanced welding technology, economic, safety, and efficiency implications are crucial for bringing about significant implications for industries and professionals